
动态详情
 市场是海,质量是船,服务是帆
市场是海,质量是船,服务是帆 
公司动态

 服务热线
服务热线
内外环氧涂塑钢管生产工艺详情
来源:宏科华管道
发布时间: 2022-04-07
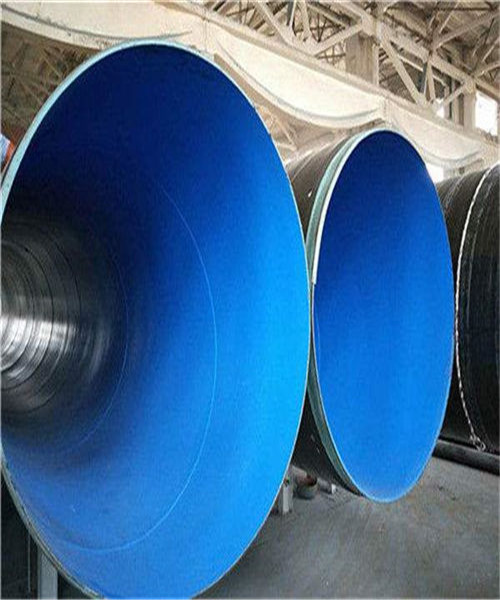
内外环氧涂塑钢管生产工艺详情
钢管喷砂
钢管内外表面通过抛丸设备进行抛丸处理,处理后达到GB8923-1998标准中规定的Sa2.5级要求,抛丸后真空吸附设备吹扫,清洁度达到要求,并去除灰尘,油污。对表面预处理的质量,清洁度,锚纹进行检验,合格后方能涂塑。
涂塑钢管生产流程及工艺
钢管预热
对已经抛丸除锈处理合格的管道进行加热,加热至工艺要求的温度范围(200°-220°),而且要加热均匀,内外加热一次成型,避免二次加热破坏涂覆的涂层。温度过高或者温度过低,都会造成涂层附着力不足,影响涂塑钢管的使用寿命。
涂塑钢管生产流程及工艺

钢管内外涂塑加工
一般情况下管道外壁采用喷涂工艺,管道内壁采用滚涂工艺。管道内壁喷涂的常用工具是压缩空气喷枪,使用喷枪将喷涂于预热后的管道内外管壁。涂层厚度取决于喷枪的喷涂量、流水线速度,涂层厚度可以通过调整喷枪喷出量和流水线速度来调整。涂层厚度一般在150μm~500μm。
涂塑钢管生产流程及工艺
注意事项
运输过程中涂塑钢管滚落。包装后的涂层复合管在运输过程中,应避免剧烈撞击、抛摔、日晒,严禁拖擦及用尖锐硬物刻划。装卸时应使用尼龙带吊装。
上一篇:检验消防给水管材质量的标准
下一篇:城区建设消防涂塑钢管厂家

