
动态详情
 市场是海,质量是船,服务是帆
市场是海,质量是船,服务是帆 
公司动态

 服务热线
服务热线
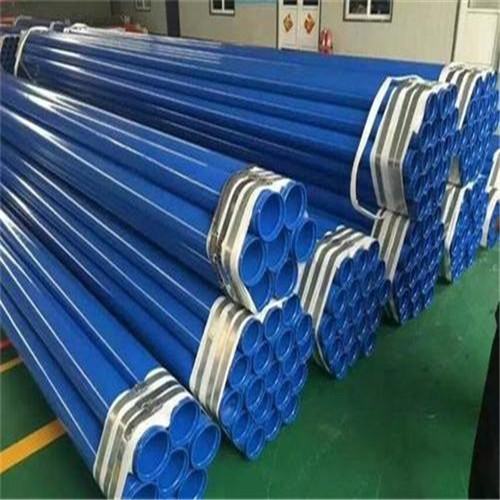
喷塑环氧粉末钢管生产工艺介绍
环氧粉末钢管工艺分为冷喷工艺和热熔工艺。
喷涂工艺
一、一种钢管内外环氧粉末喷涂工艺,具体包括如下步骤:
步骤一、上管平台,检验合格的钢质管道进入上管平台,经自传轨道送至内喷丸系统,管道经拨管、自动定位、均布四个在工位上;
步骤二、内表面除锈、除尘,运管小车运送至内除锈自转四个工位上,活动清理室、喷丸小车就位,内喷枪插入管道内后,内喷丸机开始工作进行内表面喷丸除锈,内表面除锈完成后,内喷枪后退喷气,进行内表面除尘;
步骤三、外表面除锈、除尘,固定清理室、和自传轨道将钢管送至外抛丸机内进行外表面除锈,除锈后进行除尘工序,外除尘风机、外除尘室开始运行;
步骤四、内中频加热、内环氧粉末喷涂,经检测达到除锈等级后钢管送至内环氧粉末喷涂系统,内喷枪插入钢管内、内中频器、内温度探测仪和内中频冷却管道同时运行,内环氧粉末喷涂开始,内喷枪和除尘小车运行速度相同,为1.5m/min~10m/min,内喷枪喷环氧粉末用量为40g/min~105g/min,钢管内表面温度为l7O℃~190℃,内中频加热器功率为250KW;
步骤五、外中频加热、外环氧粉末喷涂,对内喷涂后的钢管经上管平台输送至外中频加热系统,外中频加热器将钢管外部进行加热,钢管表面温度控制范围l8O℃~195℃,外中频加热器功率为500KW,加热后在外喷箱内进行外喷枪喷涂,外喷箱内钢管行进速度为3m/min~10m/min,环氧粉末用量为300g/min~600g/min;
步骤六、水冷固化,喷涂完成后的钢管经水冷固化系统进行冷却,采用喷淋管道内水流量自动调节,对带涂层的钢管进行降温,钢管外表面温度为40℃~45℃;
步骤七、成品管,水冷固化后的钢管经自动传送装置送至成品管平台,检测合格后的钢管在成品管平台上进行存放与外运。

二、钢管内单层、外双层环氧粉末喷涂方法,包括如下步骤:
步骤一、将钢管内外壁进行除锈、除尘;
步骤二、经检测除锈等级、灰尘度、锚纹度均达标后,钢管由运管小车运至辊道上,启动辊道使钢管靠近位于喷涂室左侧的中频加热器时停止;
步骤三、启动位于钢管内腔的内环氧移动喷涂车及支撑轨道小车,将内环氧喷涂杆和喷枪穿过钢管和中频加热器,送至喷涂室时停止;
步骤四、开启中频加热器,启动辊道使钢管穿过中频加热器,钢管穿过中频加热器的温度升为190℃~230℃,该中频加热器同时完成钢管内外壁加热;
步骤五、当钢管到达喷涂室时,同时开启内环氧喷枪和喷涂室的前喷涂腔室喷枪,钢管内壁喷涂及钢管外壁喷涂同时进行,钢管内壁环氧粉末喷涂厚度为70μm~1200μm,钢管外壁层环氧粉末喷涂厚度为70μm~1200μm,前喷涂腔室位于喷涂室的左半边;
步骤六、当钢管靠近喷涂室的后喷涂腔室时,开启后喷涂腔室喷枪,开始钢管外壁喷涂,随着钢管前进,即同时完成了钢管内单层、外双层环氧粉末的喷涂,钢管外壁层环氧粉末喷涂厚度为70μm~1200μm,后喷涂腔室位于喷涂室的右半边;
步骤七、喷涂完成后的钢管经水冷固化系统进行冷却,对带涂层的钢管进行降温,钢管外表面温度为40℃~45℃;
步骤八、水冷固化后的钢管经自动传送装置送至成品管平台,检测合格后的钢管在成品管平台上进行存放与外运;
步骤九、内环氧移动喷涂车退回到起始位置时,即完成了一次喷涂循环,退回原位后,等待下一根钢管的喷涂,如此循环进行。
上一篇:热熔环氧粉末涂塑钢管电火花的作用
下一篇:承插涂塑钢管的安装方法

